電阻焊焊接工藝及智能化裝備解決方案服務商20年專注于電阻焊機的研發、定制和生產
全國銷售熱線:183-0616-1990
400-0510-750

全國銷售熱線:183-0616-1990
400-0510-750
高強度鋼板點焊或凸焊時都需要比普通鋼板大很多的電流,一般都會采用短時間高電流的尖波脈沖方式。在使用中頻逆變點焊機焊接最常遇見的問題是:焊接高強度鋼和螺母時會出現螺母凸點已經完全壓塌融化,但是板材卻沒有融化的情況。或者就是已經焊接在一起了卻把螺母燒的變色甚至螺紋損壞。那么要想更好的使用中頻逆變點焊機進行焊接,在焊接高強度鋼螺母點凸焊時我們應該如何做呢?
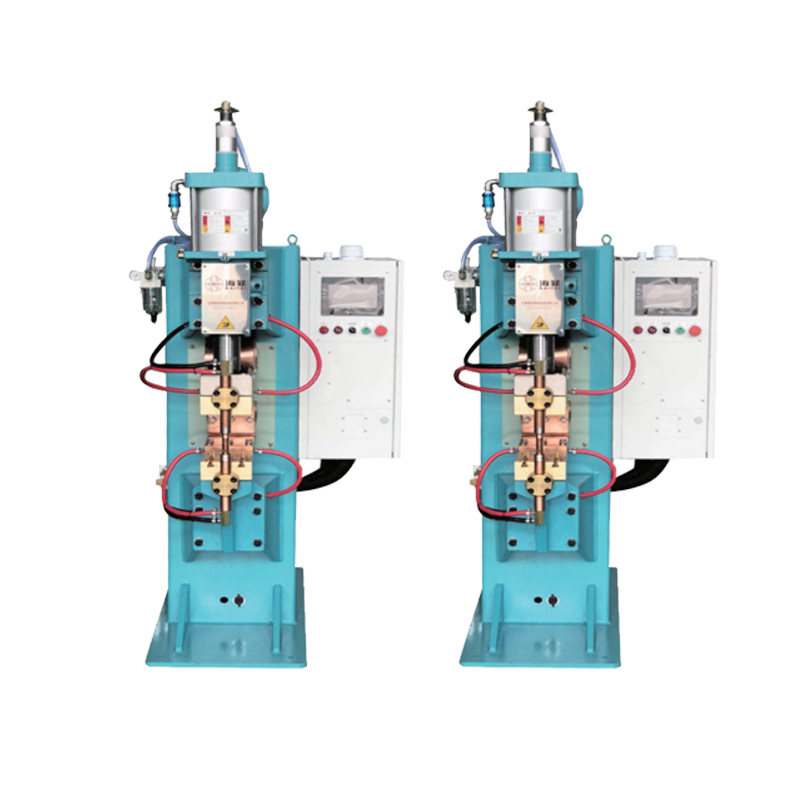
我們知道中頻逆變式點焊機的放電形式是一個類似梯形的方波,放電時間是可控的。因為控制方式和能量的形式不同,中頻逆變點焊機設定和實際的放電時間要高于儲能點焊機,在焊機性能能夠保證電流爬升率的情況下需要設定一個比普通焊接時間要短(約20ms)、焊接電流要高約1/3焊接參數,總的也是遵循大電流短時間的焊接方式,同時壓力不能調整的太高以加大焊點處的接觸電阻,這樣才能進行高強鋼的螺母凸焊。所以,在使用中頻逆變點焊機焊接高強度鋼時焊機的容量和爬升率非常重要!有這樣的基礎才能模擬儲能點焊機的波形進行點、凸焊接!
無錫海菲焊接設備有限公司是從事智能化裝備裝配、焊接、檢測和生產流水線的研發、定制和生產,具備金屬連接智能化生產線和物聯網一站式服務能力。主要應用于新能源汽車、汽車制造、3C電子行業、家電五金、鈑金行業等。可根據客戶需求,研發定制各種需求的電阻焊機和智能化焊接設備裝配焊接生產線、流水線,為企業轉型升級提供合適的智能化整體解決方案,助力企業快速實現轉型升級,幫助企業提升核心競爭力。如果您對我們的智能化焊接設備和生產流水線感興趣,請聯系我們:183-0616-1990.
 訂閱號
訂閱號
 抖音號
抖音號


