電阻焊焊接工藝及智能化裝備解決方案服務商20年專注于電阻焊機的研發、定制和生產
全國銷售熱線:183-0616-1990
400-0510-750

全國銷售熱線:183-0616-1990
400-0510-750
點焊設計因素和材料的可焊性
對于電阻點焊,最具決定性的焊接設計因素如下:
01板材的厚度比;
02板材強度比;
03板材電阻率;
04表面涂層的材質和條件;
05焊接的位置,如靠近邊緣或拐角。
在電阻點焊中,板材厚度的比例(最厚至最薄)應小于3:1
每次在焊接和連接將新材料引入生產之前,都必須進行大量研究以評估材料的可焊性以及在生產中實施該材料的可行性。
有時,為了組裝工廠的持續生產,可能會更改材料供應商。這通常需要評估新供應商提供的材料的可焊接性,以保持焊接質量和生產穩定性。
汽車工業中最常見的可焊性問題之一是使用薄的低碳鋼板和兩種較厚的高強度鋼進行的三層點焊。
在《焊接》雜志 2011年出版:先進的高強度鋼的三層點焊。
實驗和數值計算的三片點焊中心點焊縫截面圖
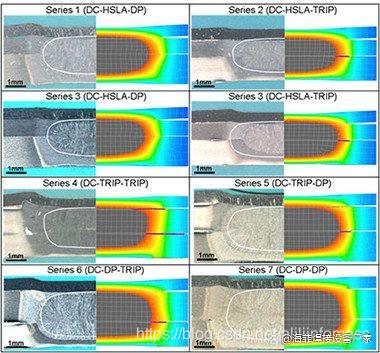
近年來,SORPAS已用于提高第三代高級高強度鋼(AHSS)的電阻點焊性能。
關于第十一屆國際可焊性數值分析研討會的會議論文(2015年):
提高了第三代汽車用AHSS的電阻點焊性能。

SORPAS熱力學模型概述,顯示了樣品和電極的幾何形狀,以及網格的特寫。因此在點焊中,電極的設計對于將焊接電流集中到焊接區域很重要。
如何選擇好的中頻點焊機的電極呢?歡迎留言交流。

無錫海菲焊接設備有限公司是從事智能化裝備裝配、焊接、檢測和生產流水線的研發、定制和生產,具備金屬連接智能化生產線和物聯網一站式服務能力。主要應用于新能源汽車、汽車制造、3C電子行業、家電五金、鈑金行業等。可根據客戶需求,研發定制各種需求的電阻焊機和智能化焊接設備裝配焊接生產線、流水線,為企業轉型升級提供合適的智能化整體解決方案,助力企業快速實現轉型升級,幫助企業提升核心競爭力。如果您對我們的智能化焊接設備和生產流水線感興趣,請聯系我們:183-0616-1990.
 訂閱號
訂閱號
 抖音號
抖音號


