電阻焊焊接工藝及智能化裝備解決方案服務(wù)商20年專注于電阻焊機(jī)的研發(fā)、定制和生產(chǎn)
全國銷售熱線:183-0616-1990
400-0510-750

全國銷售熱線:183-0616-1990
400-0510-750
擴(kuò)散焊指的是在真空或者是惰性環(huán)境下,將焊件整體加熱到低于焊材固相線的某一溫度,在這個(gè)溫度下進(jìn)行長時(shí)間的加壓保溫,通過接觸面附近的塑性變形,再結(jié)晶和擴(kuò)散來形成焊接接頭。
這里要注意擴(kuò)散焊,它是一種低溫焊接技術(shù)。
我們來看一下擴(kuò)散焊的原理及工作過程。
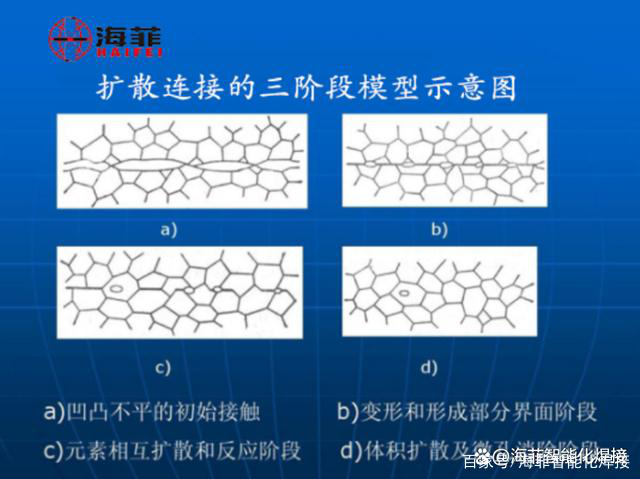
圖a、它是兩個(gè)帶焊接工件的一個(gè)室溫裝配狀態(tài)的初始圖。
圖b、在第一個(gè)階段,在一定的溫度和壓力作用下。粗糙的表面上有些微觀凸起,可以率先接觸到。然后呢在溫度壓力下接觸到的部分開始產(chǎn)生塑性變形,并擠碎表面的氧化膜。在接觸的部分形成金屬鍵,那么未連接的部分可能還會(huì)形成一些微小孔洞。
圖c、第二階段,那就是在溫度和壓力下,原子持續(xù)擴(kuò)散,它是一個(gè)界面推移的階段。在界面上我們看到許多的微孔和空間消失了,晶面和晶界發(fā)生了遷移,形成了一個(gè)平衡狀態(tài)。在某些晶粒內(nèi)還會(huì)留下一些殘余的空隙。
圖d、繼續(xù)隨著原子的擴(kuò)散,就是達(dá)到了第三階段。第三階段是界面孔洞消失的階段。原子繼續(xù)得到擴(kuò)散,那么界面與微孔最后消失,形成新的境界達(dá)到了一個(gè)冶金的結(jié)合。那么接頭的成分也趨于均勻,這就是擴(kuò)散焊的基本過程。
我們來看一下擴(kuò)散焊的優(yōu)點(diǎn)。
第一個(gè)優(yōu)點(diǎn):利用擴(kuò)散焊來進(jìn)行焊接時(shí),如果是同種材料的焊接,那么接頭與母材是相同的。它沒有熱影響區(qū),因此沒有殘余應(yīng)力,也不存在融化的缺陷。
第二個(gè)優(yōu)點(diǎn):對(duì)于塑性比較差或者是高熔點(diǎn)的同種材料,或者是互不相容,以及在熔焊時(shí)會(huì)產(chǎn)生脆性金屬間化合物的一種材料,比如說金屬和陶瓷。這時(shí)候擴(kuò)散焊它是比較可靠的連接方法之一。
第三個(gè)優(yōu)點(diǎn):擴(kuò)散焊的焊接溫度低,因此對(duì)母材的損傷小,可以進(jìn)行內(nèi)部及多點(diǎn)大面積的焊接。因此,他的焊件精度高,變形小,擴(kuò)散焊屬于精密結(jié)合方式。

但是擴(kuò)散焊也有它的局限性。首先由于它是需要長時(shí)間的保溫和保壓的。
焊接時(shí)間長,對(duì)表面的處理要求嚴(yán)格,因此生產(chǎn)率比較低,他無法進(jìn)行連續(xù)式的批量生產(chǎn)(這是傳統(tǒng)擴(kuò)散焊,海菲的高分子擴(kuò)散焊機(jī)能解決此類情況)
其次就是設(shè)備的一次性投資比較大,工件的尺寸受到設(shè)備的限制。擴(kuò)散焊也廣泛應(yīng)用在我們生產(chǎn)生活的各個(gè)領(lǐng)域。
尤其是動(dòng)力電池柔性母排(又稱疊層母排、層疊母排、層疊母線排、復(fù)合母排、復(fù)合銅排、銅排軟連接、銅箔軟連接)多數(shù)用高分子擴(kuò)散焊機(jī)進(jìn)行焊接。

編輯:jshaifei 審核:海菲智能化焊接
無錫海菲焊接設(shè)備有限公司20年專注于高分子擴(kuò)散焊機(jī)及整線方案的研發(fā)、生產(chǎn)和銷售,主要應(yīng)用于新能源(太陽能、風(fēng)能、儲(chǔ)能)行業(yè)、光伏行業(yè)、低壓電器行業(yè)、3C電子行業(yè)等。如果您對(duì)我們的高分子擴(kuò)散焊設(shè)備和整線方案感興趣,請(qǐng)聯(lián)系我們:183-0616-1990。
 訂閱號(hào)
訂閱號(hào)
 抖音號(hào)
抖音號(hào)


